
移液吸头是实验室最常用的耗材。要求尺寸精度高,同心度好,同时内壁要求光滑无流痕、尖端无缺口毛刺。本篇承接上文对生产制程工艺要点进行论述。
1.生产环境的选择
吸头应用于分子检测,体外诊断,前期筛查等实验,因此移液吸头对生产制程环境要求较高,如吸头表面有外来生物污染都会直接影响分析结果。目前,十万级无尘车间是常规选择。
吸头产品具有多穴、深腔、薄壁、成型周期快等特点,在设备选择方面须具备成型效率高、低故障率且能长期稳定运行,故而高速电动注塑机是较优选择,特征如下:
3.制程注意事项
吸头产品主要的不良现象有头部缺料,弯曲变形,头部及口部毛边,尺寸稳定性等问题。针对以上问题在实际生产过程中需注意以下几点:
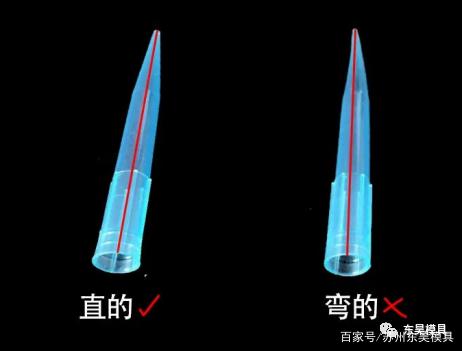
速度过快会导致吸头困气缺胶,气体不能顺利排出。过慢会导致产品内应力大,产品弯曲,直线度不够。应逐步递增兼顾模具、产品状态合理观察选取。
① 选取流动性较好的材料进行基础参数的验证,使原料快速填充便于,合理压力的选取以及精密镶件的保护,并降低外观不良现象概率。
②合理的料温。PP原料属于结晶性材料温度过低会导致材料结晶慢制品外观发雾不透明、制品变脆等不良现象,温度过高会导致原料降解制品强度下降。
为确保进胶相对平衡,产品调试应从短射逐步打满,短射产品需仔细观察平衡性及吸头填充偏心。并设计合理的V/P切换。避免移液吸头缺胶,毛边,直线度不够等情况。
①对吸取自动化动作,需安装负压表监控真空大小变化值,同时设置合理的真空范围与设备联动,达到异常动作时对模具的保护和产品破损的辅助检测作用。
②吸取治具板的气量要充足,兼顾空间的情况下尽可能的选取较大号管路。
③治具管体尽可能选取塑胶材质+缓冲的结构。
以上综述欢迎交流指导,下期交流移液吸头品质篇。
文章来源公众号:东昊模具
本文著作权属原创者所有,不代表本站立场。我们转载此文出于传播更多资讯之目的,如涉著作权事宜请联系删除。
上海市松江区莘砖公路668号双子楼A栋1003室
电话:18964878976 杨浩(销售总监)
展会咨询QQ:515616785
传真:021-31078229
![]()


